-

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制

重庆金匠精密模具有限公司
主营:冲压,五金冲压,不锈钢冲压,小五金,五金手板定制,五金样件定制 10
10

加工表面质量
模具工作零件加上表面质量的优劣对于模具的耐磨性、抗断裂能力及抗粘着能力等有着十分密切的关系,直接影响模具的使用寿命。尤其是表面粗糙度值对模具寿命影响很大,若表面粗糙度值过大,在工作时会产生应力集中现象,并在其峰、谷间容易产生裂纹,影响冲模的耐用度,还会影响工件表面的耐蚀性,直接影响冲模的使用寿命和精度,为此,应注意以下事项:
①模具工作零件加工过程中必须防止磨削零件表面现象,应严格控制磨削工艺条件和工艺方法(如砂轮硬度、粒度、冷却液、进给量等参数);
②加工过程中应防止模具工作零件表面留有刀痕。夹层、裂纹、撞击伤痕等宏观缺陷。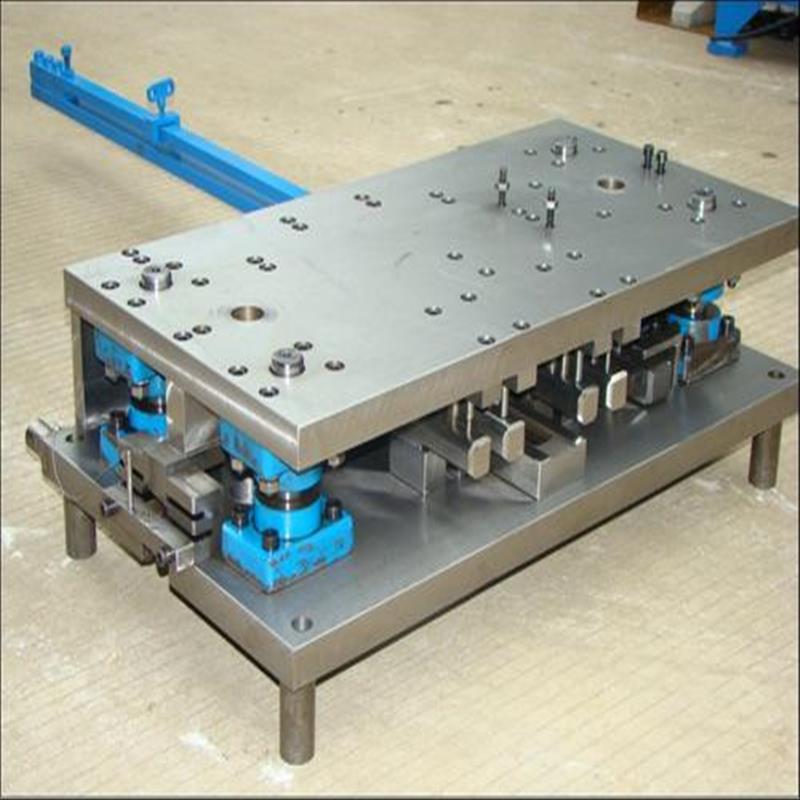
合理地进行冲压模具零件的锻造及热处理
在选择优质冲压模具材料的同时,对于同材质和不同性质的材料要求进行合理的锻造和热处理,是提高冲压模具耐用度的主要途径之一。例如,淬火时,若在加热时生产过热,不但会使此工件脆性过大,而且在冷却时容易引起变形和开裂,使耐用度降低。因此在制造冲压模具时,必须合理的掌握热处理工艺。
Toolox材料是由钢厂直接预硬的淬火调质钢,不再需要热处理,配合上恰当的表面处理(如氮化),Toolox基体材料的高韧性,配合上表面层的高硬度,能达到优异的效果。
01
冲压设备
冲压设备(如压力机)的精度与刚性对冲模寿命的影响较为重要。冲压设备的精度高、刚性好,冲模寿命大为提高。例如:复杂硅钢片冲模材料为Crl2MoV,在普通开式压力机上使用,平均复磨寿命为1-3万次,而新式精密压力机上使用,冲模的复磨寿命可达6~12万次。尤其足小间隙或无间隙冲模、硬质合金冲模及精密冲模必须选择精度高、刚性好的压力机,否则,将会降低模具寿命,严重者还会损坏棋具。
02
模具设计
(1)模具的导向机构精度。准确和可靠的导向,对于减少模具工作零件的磨损,避免凸、凹模啃伤影响较大,尤其是无间隙和小间隙冲裁模、复合模和多工位级进模则更为有效。为提高模具寿命,必须根据工序性质和零件精度等要求,正确选择导向形式和确定导向机构的精度。模具达人微信公众号,达人经验分享。一般情况下,导向机构的精度应**凸、凹模配合梢度。
(2)模具(凸、凹模)刃口几何参数。凸、凹模的形状、配合间隙和圆角半径不仅对冲压件成形有较大的影响,而且对于模具的磨损及寿命也影响很大。如模具的配合间隙直接影响冲裁件质量和模具寿命。精度要求较高的,宜选较小的间隙值;反之则可适当加大间隙,以提高模具寿命。
加热工工艺
实践证明。模具的热加工质量对模具的性能与使用寿命影响甚大。从模具失效原因的分析统计可知,因热处理不当所引发模具失效"事故"约占40%以上。模具工作零件的淬火变形与开裂,使用过程的早期断裂,均与摸具的热加工工艺有关。
(1)锻造工艺,这是模具工作零件制造过程中的重要环节。对于高合金工具钢的模具,通常对材料碳化物分布等金相组织提出技术要求。此外,还应严格控制锻造温度范围,制定正确的加热规范,采用正确的锻造力法,以及锻后缓冷或及时退火等。
(2)预备热处理。应视模具工作零件的材料和要求的不同分别采用退火、正火或调质等预备热处理工艺,以改善组织,消除锻造毛坯的组织缺陷,改善加工工艺性。高碳合金模具钢经过适当的预备热处理可消除网状二次渗碳体或链状碳化物,使碳化物球化、细化,促进碳化物分布均匀性。这样有利于保证淬火、回火质量,提高模具寿命。
(3)淬火与回火。这是模具热处理中的关键环节。若淬火加热时产生过热,不仅会使工件造成较大的脆性,而且在冷却时容易引起变形和开裂,严重影响模具寿命。冲模淬火加热时特别应注意防止氧化和脱碳,应严格控制热处理工艺规范,在条件允许的情况下,可采用真空热处理。淬火后应及时回火,并根据技术要求采用不同的回火工艺。
(4)消应力退火。模具工作零件在粗加工后应进行消应力退火处理,具目的是消除粗加工所造成的内应力,以免淬火叫产生过大的变形和裂纹。对于精度要求高的模具,在磨削或电加工后还需经过消应力回火处理,有利于稳定模具精度,提高使用寿命。